アルミ合金のスポット接合技術 ―非溶融プロセスによる薄板の点接合―
自動車等の輸送機器分野では、軽量化指向から、アルミ合金を生産性良く接合する技術が求められています。電気抵抗の小さなアルミ合金のスポット溶接では、通電発熱に数万アンペアの電流や大きな加圧力を必要とするため、新幹線等の大型車輌を除いてほとんど利用されておらず、簡易なスポット接合技術が求められています。
そこで工業試験場では、平成21年度に中部地域の公設試3機関と共同で、軽金属部材の摩擦スポット接合技術に関する共同研究を行いました(経済産業省:中部イノベーション創出共同体形成事業)。
NCフライス盤等を利用して、図中(a)のように、重ね合わせたアルミ板の上に合金工具鋼製のツールを高速回転させながら数秒間押し付けると、接合領域では摩擦熱と回転撹拌力を受けることで、図中(b)に示すように接合界面がなくなって一体化します。
先の共同研究では、摩擦スポット接合の加工条件や超音波画像探傷等による接合継手の評価について技術マニュアルを作成しました。また、アルミ鋳物や型材等を接合した立体形状製品の試作については、共同研究機関が所有するロボット式接合装置を利用できます。関心のある方は、ご相談ください。
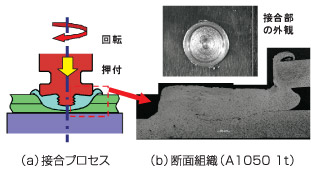
アルミ薄板のスポット接合
担当:機械金属部 舟木克之(ふなき かつゆき)
専門:金属加工、材料強度
一言:ローカル技術に新しい息吹を。新たな発想で次世代製品の開発を支援します。