| 平成11年度研究報告 VOL.49 イオンビームによる摺動特性に優れた超硬質膜の創製 |
| 製品科学部 | 安井治之 粟津薫 |
| 機械電子部 | 舟田義則 |
|
||||
|
||||
| Formation of Superhard Thin Films with Excellent Tribological
Characteristic by Ion Beam Technology Haruyuki YASUI, Kaoru AWAZU and Yoshinori FUNADA |
| It is one of the problems which are important from
the energy saving point of view that tribological part and rotary part of any
machine are reduced. In this connection, we have studied diamond-like carbon(DLC)
film. We examined film formation technology of boron nitride(BN) which was expected
to be excellent for the ferrous material. The formation of BN films was carried
out by using an ion asisted deposition apparatus with both ion implantation and
EB-deposition functions, in the case of IBAD. EB-deposition and irradiation of
ion beams were carried out simultaneously. The changes is the chemical bonding
state of BN films was evaluated by measurement of Fourier transformation infrared
spectroscopy(FT-IR). The hardness of BN films was measured by an ultra micro hardness
tester. From the results, it was observed that the BN films have the excellent
tribological characteristics, which was oil-free and was excellent for the ferrous
material. Key Words:ion implantation, boron nitride, scratch test, hardness test, FT-IR |
|
|
|||||||||||||||||||||||||
| 図2は、IBAD法により創製したBN膜の膜厚を測定し、蒸着レートとB/N供給比の関係を示したものである。B/N供給比が0.4以下では,蒸着レートは2Å/sであり、膜厚は0.1μmであるが,B/N=0.7以上になると,徐々に蒸着レートが大きくなり,B/N=1.3になると蒸着レートは8Å/s程度になり、膜厚も0.3μmとなる。また,B/N=0.7以下の供給比では真空容器から取り出すとすぐに変色し,剥離が進行するが,B/N=1.3では,変色等の変化及び剥離もなく,膜が安定していた。 |  図2 B/N供給比と蒸着レートの関係 |
| 図3は、各供給比で創製したBN膜の硬さを超微小硬度計で測定した結果である。図中には、Si基板の硬さを◇で示す。B/N=0.4と0.7では,硬さが硬い部分(●と○)と柔らかい部分(■と□)の2種類にわかれ,柔らかい部分は,Si基板の硬さよりも柔らかくなっている。これに対して,B/N=1.3になると,硬さは,高い側へシフトし,平均でも1500DHを示している。この結果より,B/N供給比が1.3以上にすると,より硬い膜が得られることがわかった。 |  図3 BN供給比と硬さの関係 |
| 各供給比で創製したBN膜と各種材料との摩擦係数の測定結果を図4に示す。各供給比ともアルミ合金については,0.15以上の高い値を示しているが,鉄系材料(SUJ2)とステンレス鋼(SUS440C)に対しては,供給比に関係なく0.05程度と非常に低い値を示す。同じ条件で測定したDLC膜の摩擦係数(0.2~0.3程度)に比べて、BN膜の摩擦係数は、非常に低い値を示している。この結果は、BN膜が鉄系材料との摺動特性に優れていることを示しており、摺動部品へのコーティング膜への利用が期待できる。 |  図4 B/N供給比と摩擦係数の関係 |
| IBAD法により創製したBN膜の赤外吸収スペクトルの結果を図5に示す。(a)はSi基板にNをイオン注入した試料,(b)B/N=0.4,(c)B/N=0.7,(d)B/N=1.3の結果を示しており,各条件とも試験時間は450秒とした。得られたスペクトルは,供給比が増大するにつれて,1200cm-1と1450~1490cm-1付近の2つのピークが1250cm-1と1050cm-1のピークへシフトしている。cBNの吸収ピークは1000~1100cm-1,hBNは1400付近と800cm-1付近の2つにピークが現れる9)10)ので、IBAD法で作製したBN膜は,B/N=0.7以下ではhBNに近く、それ以上ではhBNとcBNの混在した膜ができているものと考えられる。 硬さ測定の結果から,BN供給比が増加するとともに硬さが増加したが,これは,hBN及びcBNの微結晶がBN膜中に生成したため、硬さの上昇とともにエラーバーも大きくなったものと推定される。 |
 図5 BN膜の赤外吸収スペクトル |
 |
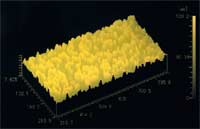
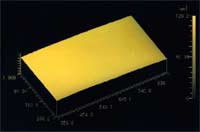
| (a)B/N供給比=0.4 |
 |
| (b)B/N供給比=0.7 |
 |
| (c)B/N供給比=1.3 |
| 図6 各B/N供給比の表面状態観察 |
|
|
| 1) | 舟田義則,粟津薫,嶋村喜三郎:先端加工,Vol.13,p.83-89(1994) |
| 2) | 石黒孝,斉藤秀俊,一ノ瀬幸雄:精密工学会誌,Vol.53,No.10,p.1527-1531(1987) |
| 3) | 峰田進栄,安永暢男:精密工学会誌,Vol.53,No.10,p.1532-1535(1987) |
| 4) | 上月秀徳,山田和俊,山岸憲史,奥野泰生:粉体および粉末冶金 ,Vol.38,No.3,p.435-439(1991) |
| 5) | 佐藤進,大村努,宮崎英機:第6回イオン注入表層処理シンポジウム,p.145-146(1990) |
| 6) | 田辺信夫,日江井香弥子,岩木正哉:第4回イオン注入表層処理シンポジウム,p.107-110(1988) |
| 7) | 難波義捷:精密工学会誌,Vol.53,No.10,p.1523-1526(1987) |
| 8) | 舟田義則,粟津薫,杉田忠彰,西誠,加藤昌:精密工学会誌,Vol.61,No.9,p.1290-1294(1995) |
| 9) | 田辺信夫,飯島康裕,高山輝之,岩木正哉:表面技術,Vol.43,No.12,p.1223-1229(1992) |
| 10) | 稲川幸之助,渡辺一弘,斉藤一也,湯池祥之,伊藤昭夫:精密工学会誌,Vol.53,No.10,p.1536_1539(1987) |
|
|
|