| 平成11年度研究報告 VOL.49 高精度・高速化を目指した自動目視検査技術の開発 -鏡面反射を有する棒状切削工具の自動目視検査装置の開発- |
| 製品科学部 | 中野幸一 米沢裕司 漢野救泰 |
|
||
|
||
| Development of an Automatic Vision Inspection Technology
Aimed at High Precision and High Speed - Development of a System to Inspect Rodlike Cutting Tools with Specular Reflection for Defects - Kouichi NAKANO, Yuji YONEZAWA and Sukeyasu KANNO |
| Because of the minute defects and difficulty while
making accurate inspection, efforts are made to automate vision inspection of
rodlike cutting tools used for a machining center. However, for automation using
image processing, there are very serious problems that need to be addressed: the
blade has a surface of specular reflection and has a helical structure. We solved
the first problem by putting some thought into the placement of a special light
and a camera. Then we solved the second problem based on the presumption that
shape of a blade could be expressed as an approximate second-degree curve using
Hough transformation from a grab video image of a blade. As a result, the size
of a defect could be obtained numerically with 1-micron resolution. Finally, a
prototype of automatic vision inspection system was built and tested to perform
verification of the inspection algorithm at the inspection line. Key Words:image processing, vision inspection equipment, rodlike cutting tool, defect, Hough transformation |
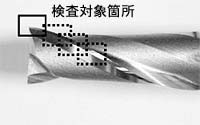 |
| 図1 エンドミルの外観 |
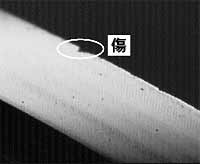
| エンドミルの外観および検査対象箇所を図1に示す。実線で囲った部分は底刃と外周刃のコーナー部分であり,この箇所が欠けているものは不良品である(図2)。また,点線で囲った部分は外周刃であり,この箇所にキズや欠けがあるものも不良品である(図3)。本装置はこの2種類の欠陥の有無を自動的に検出する装置である。 エンドミルは図1のように螺旋状をしているので,一度にすべての検査画像を取得することは不可能である。そこで,本装置では,エンドミルの位置を制御しながら,図1のようにいくつかの領域ごとに分割して検査画像を取得し,欠陥の検出を行っている。 |
|
 |
 |
| 図2 コーナー部分の欠陥 (上:良品、下:不良品) |
図3 外周刃部分の欠陥 (上:良品、下:不良品) |
 |
 |
| 図4 装置の構成 | 図5 装置の外観 |
| 表1 試作した検査装置の仕様の概略 | ||||||||||||||||||||||||||||
|
| 1)検査画像の2値化 検査画像(図6)を2値化画像1)(図7)に変換する。 |
 |
| 図6 検査画像 | |
| 2)刃先形状の検出 エッジ検出1)を行うことにより,刃先形状の検出を行う(図8実線)。 |
 |
| 図7 2値化画像 | |
| 3)正常な刃先形状の検出 ハフ変換3)により,2)で検出した刃先形状を2次曲線(図8点線)で近似する。この2次曲線をキズなどがない正常な刃先の形状とみなす。 |
 |
| 図8 刃先の形状の検出 | |
| 4)キズの程度の数値化 2)で検出した実際の刃先形状と3)で検出した正常な刃先形状の差異を検出する(図9)。キズがある場合はこの差異が大きくなり,キズがない場合は差異は小さくなることから,この処理により,キズの程度を数値化することができる。 |
 |
| 図9 キズの大きさの検出 |
 |
| 図10 コーナー部分の欠陥検出 |
 |
 |
| 図11 軸線方向の位置合わせ (エンドミル位置の検出) |
図12 軸線方向の位置合わせ (位置合わせ終了後の画像) |
| a) | 画面上部の白の画素数がある程度以上ある場合 (図13:(a)) 画面の上方または画面外にコーナー部が写っている場合であり,300度回転させる。 |
|
|||
| b) | 画像上部,画像下部ともに白の画素数が0の場合(図13:(b)) 画面にコーナー部が全く写っていない場合であり,10度回転させる。 |
||||
| c) | 画像上部の白の画素数が0で,画像下部の白の画素数が0でない場合(図13:(c)) 画面下部にコーナー部が写っている場合であり,2度回転させる。 |
||||
| d) | 画像上部の白の画素数が少量ある場合(図13:(d)) 画面中央にコーナー部が写っている場合であり,位置合わせを終了する。 |
| エンドミルをスピンドルに装着し,欠陥の検出実験を行った。実験に用いたエンドミルは直径3mmの2枚刃のもの104本で,そのうち4本が不良品である。それらの欠陥を本装置により正しく検出できるかどうかを検証した。 実験では,5章で述べた手法により位置合わせを行った後にコーナー部分の検査を自動的に開始し,その後外周刃の検査初期位置にエンドミルを自動的に動かした後,外周刃の検査を行った。外周刃については1枚の刃につき27カ所の領域に分割し,XYテーブルやスピンドルをパソコンで制御することにより,検査領域を順に変えながら行った。また,コーナー部分,外周刃部分にそれぞれしきい値を設定し,しきい値を超えるキズが検出された場合,不良品と判定した。なお,検査画像の分解能は約1μmである。また,検査に要した時間は,エンドミルの初期位置によって多少異なるが,位置合わせに要する時間を含めて1本につき15~20秒であった。 実験結果を表2に示す。不良品の4本はすべて本装置により欠陥が検出され,正しく判定された。例として,コーナー部の欠陥を本装置により検出した結果を図14に示す。図の左上の白い三角形は本手法により欠けと判断された領域を示しており,コーナー部分の欠けの領域を正しく検出していることがわかる。 また,外周刃の欠陥検出の例を図15に示す。図の上側は検査画像を,下側のグラフは4.1で述べた手法により検出されたキズの大きさを表している。図からわかるように,キズがある場合は,それが検出結果によく表れている。 一方,表2にみられるように,良品であるにもかかわらず,誤って不良品として判定されることがあった。これは,エンドミルの刃先の表面に付着したほこりなどをキズと判断してしまったためである。これについては,ほこりなどとキズとを判別する手法を組み込むなど,今後の改良が必要だと考えている。 |
|
||||||||||||||||||||||||||||||
| 1) | 谷口慶治:画像処理工学,共立出版,(1996) |
| 2) | 米沢,中野:鏡面を有する棒状切削工具の欠陥検出装置の開発,画像センシングシンポジウム講演論文集,pp111-116,(2000) |
| 3) | 松山,輿水:HOUGH変換とパターンマッチング,情報処理,Vol.30,No.9,pp1035-1046,(1989) |
|
|
|