平成10年度研究報告 VOL.48
パルスレーザによる材料プロセッシング技術の研究 |
|
 |
|
|
|
レーザのパルス幅が短く(数10 ns以下)ピークパワが大きな(TW/m2以上)光を材料に照射すると,アブレーションと呼ばれる特有の現象が発生する。この現象を利用して,薄膜堆積や材料加工,表面クリーニング等の材料プロセッシング技術の研究が行われているが,このメカニズムは明らかにはなっておらず,応用拡大のためにはこれらを明らかにすることは重要である。
本研究では,レーザアブレーションの熱的作用に注目し,温度分布シミュレーションを行うことで,そのメカニズムを調べた。その結果,パルスレーザ光を材料表面に照射すると,表面温度が急速に上昇し,表面に10MPaを越える大きなリコイル圧(反作用による圧力)が生じる等,液相に種々の力が作用しうることが明らかになった。このことから,レーザアブレーション現象の特長である,レーザ光照射表面の表面性状の変化や液的状粒子の放出等を説明できることを示した。
キーワード:レーザアブレーション,シミュレーション,差分法,リコイル圧
A Study on Processing Technique by Pulsed Laser Irradiation
Yasuto YONEZAWA and Toshiharu MINAMIKAWA
It is known that laser ablation phenomenon is caused by an laser beam
irradiation with a short pulse (~10 ns) and a high peak intensity(~ TW/m2).
Various kinds of applications such as thin film deposition, fabrication,
and surface cleaning by pulsed laser ablation (PLA) technique have been
reported so far. However the mecahnism of PLA is still under controversial
issue. In this report a thermal behavior was simulatited by using finite
differential method to clarify the mechanism of PLA.
It was found that a rapid temperature increase of the surface by pulsed
laser irradiation causes vapor pressure difference of the order of 10 MPa
between the surface and the interrior region. This pressure difference
and laser beam heterogeneity lead to the existance of forces which the
surface is subjected to. It was indicated that the surface morphology changing
and the droplets formation can originate from these forces.
Key Words:laser ablation, simulation, Finite Differential Method, recoil
pressure
 |
| 図1 パルスレーザアブレーションの概念図 |
1.緒言
レーザアブレーション現象は,高出力レーザ光を材料に照射した際に,材料が除去される現象のことをいう。通常は,レーザとしてパルスレーザを用いるためパルスレーザアブレーション(Pulsed
Laser Ablation,以下PLAと略す)とも呼ばれている。図1にPLAの概念図を示す。PLAを応用した材料プロセス技術は,除去加工及び薄膜堆積に大別される。
PLAによる材料除去を利用した技術は,ドリル等による穴明け加工が困難なセラミックス等の除去加工に応用されている。また、特殊な応用として,材料表面のクリーニングがある。これは制御性の高い乾式クリーニング法として,ガラス基板上の指紋1)や絵画の汚れおよび風化した絵の具表面除去2)の研究が行われている。
PLAによる薄膜堆積では,融点の高い多元素金属からなる酸化物等の材料でも,組成を維持して容易に高品質な薄膜が作製可能である。
当工業試験場では,これまでに,エキシマレーザやYAGレーザを利用し,酸化物材料に対して,
(1)Y-Ba-Cu-O高温超伝導薄膜の素子化に必要な配向制御作製法を示した3)。
(2)PLAによる薄膜作製で素子化の際に障害となる液的状粒子(後述)を抑制する指針を示した4)。
(3)PLAにより電子部品に用いられる銅表面の酸化物を除去し,フラックス無しではんだ付けできることを示した5)。
等の成果を上げてきた。
以上のようにPLAは,今後の応用拡大が期待されるが,克服しなければならない問題点もある。その中の一つに、薄膜を作製する際、図2に示すような膜上に液的状粒子が生成する問題がある。液的状粒子は,液状で空間を飛行し膜上で半球状に固化したものであると考えられており,膜の平滑性や結晶性を損なうため,その生成を抑制する必要がある。また,銅表面のクリーニングの場合には,図3に示すように過度なレーザ光照射では,銅表面の表面性状が大きく変化し,雰囲気ガスと反応するため「はんだ」がぬれなくなるという現象がある。
これらの問題を解決するためには,PLAのメカニズムを明らかにすることが重要である。
本研究では,PLAの熱的作用に注目し,レーザ光照射時の材料の温度分布を差分法によりシミュレーションし,PLAのメカニズムを考察した。
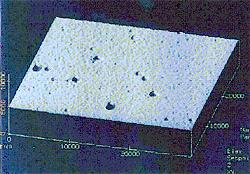 |
図2 典型的なPLAで堆積した膜表面のSTM像膜は,
フルエンス60kJ/m2,RTで堆積したY-Ba-Cu-O |
|
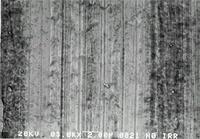 |
| (a)レーザ光照射前の銅表面 |
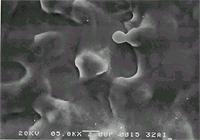 |
(b)ArFエキシマレーザ光 フルエンス34kJ/m2
照射後の銅表面 |
| 図3 パルスレーザ光照射による表面性状変化例 |
|
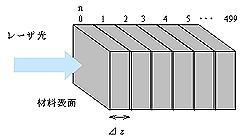 |
| (a) 深さ方向に分割した要素の模式図 |
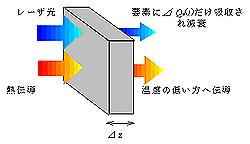 |
| (b) 各要素の模式図 |
| 図4 熱伝導解析のための差分法の模式図 |
2.内容
2.1 シミュレーション方法
シミュレーションを行うに当り,以下のことを仮定した。
(1)吸収されたレーザ光は瞬時に熱に変換される。
(2)熱の拡散は一次元の熱伝導方程式に従う。
(3)融点に達した表面は,蒸気圧に比例し,温度の平方根に反比例した速度で蒸発する。
(4)表面からの熱の放射は無視する。
xyz軸の内z方向を深さ方向とすると,一次元の熱伝導方程式は,

c:比熱[J/(kgK)],ρ:密度[kg/m3],T:温度[K],
I(z,t):深さでのレーザ強度[W/m2],α:吸収係数[/m]
z:座標[m],κ(T):熱伝導率[J/(m・s・K)]
シミュレーションは,図4に示すように材料の表面から深さ方向に厚さ zの要素に分割し,差分法でtとの時間ステップで温度分布を計算した。
zの要素に分割し,差分法でtとの時間ステップで温度分布を計算した。
各要素間での熱の収支は,式(1)に従って行われる(図4参照)。熱の発生源はレーザ光の吸収によるもののみで,式(1)の右辺第1項で表される。深さ方向のi番目の要素で,tの間にレーザエネルギの吸収により発生する熱量は,
Qa(i) = (1-R)I(zi,t) {1-exp(-αz)}t (2)
I(zi,t) = I(t)exp(-αzi)
で与えられる。Rは表面での反射率で,I(t)はレーザパワ密度の時間変化である。一方,隣接する要素から拡散する熱量Qd(i)は,

ここで,κL,κRは要素の2つの境界での熱伝導率で温度の関数である(2.2.1参照)。それぞれ,

である。気化によって奪われる熱量Qe(i)は,
Qe(i) = ρLv Z (5)
Lvは気化熱[J/kg],Zはtの間に蒸発する厚さである。蒸発速度をavとすると,
Z = avt (6)
av = 4.375×10-3 P(T) (M / T)1/2 [kg/(m2・s)]
P(T):蒸気圧[Pa],M:材料の分子量,T:温度[K]
で表わされる6)。蒸気圧P(T)は,数値データを実験式でフィッティングした結果を用いた(2.2.2参照)。
以上から,i番目の要素のtの間の温度上昇Tiは次式で表される。

その他,シミュレーションに必要なパラメータは以下の通りである。
z :2 nm, t:0.02 ps,深さ:1 mm (500点),
レーザ波形:三角波
(4 nsでピーク,パルス幅12 ns)