| 平成10年度研究報告 VOL.48 チタン合金の適応制御加工 |
-切削温度拘束による切削加工条件の選定- |
| ||
3.切削温度拘束による適応制御加工
前節で,工具摩耗量が切削温度に依存することが明らかとなったので,本節では,切削温度を拘束条件として一定に保ちながら,切削速度(主軸回転速度)を自律的に制御する加工について検討を行った。
3.1 切削温度拘束による切削速度の適応制御
図6に,切削速度を制御するシステム構成を示す。切削温度は,先に述べたように熱電対法により測定した。加工にはCNC旋盤を使用した。主軸回転速度は,パソコンのD/Aボード(12bit)から出力するアナログ信号を主軸モータドライバに入力することで制御される。温度測定のサンプリング周波数は1kHzとし,256データごとに測定温度の平均化と主軸回転速度の制御信号の出力を行った。
本実験では,切削温度を設定温度領域に保持するために,次のような規則を設け,主軸回転速度の制御を行った。なお,主軸回転速度が変化した場合でも,1回転あたりの送り速度はNC指令値により一定値に保たれる。
[1]目標切削温度の上限値と下限値を決め,その領域を設定温度領域とする。
[2]算出された切削温度を設定温度と比較する。
[3]切削温度が設定温度領域内にある場合は,主軸回転速度をそのまま維持する。
[4]切削温度が設定温度領域外にある場合は,下記に示す式により目標となる主軸回転速度を推定し制御する。
目標となる主軸の回転速度は,
N = Nc・(θo/θc)1/m (2)
で表される。ここで,
θo:設定温度(設定温度領域の中央値)
θc:測定切削温度
Nc:現状の主軸回転速度
N:目標主軸回転速度
(2)式の係数mは,(1)式で示したように切削温度に及ぼす切削速度の影響係数である。本実験では,図3に示す乾式切削の場合の0.36とした。
制御用プログラムは,LabVIEWを用いて作成した。加工中の切削温度および主軸回転速度はモニターに表示され,一方,履歴のデータはハードディスクに保存し再現できる形にした。
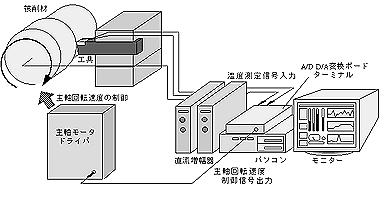 |
| 図6 切削温度監視による切削速度の制御系 |
3.2 CNC旋盤による制御加工
切削加工実験は,超硬合金工具(K10)を用いて丸棒材(Ti-6Al-4V)の外径切削を行った。図7に加工条件を示す。中切削および軽切削の加工条件として,切り込み量や送り速度を5通りに変えて行った。なお,加工は乾式切削とした。
まず始めに,一般的に行われている加工方法として,切削速度の指定による加工を行った。切削速度は,工具メーカが推奨する標準的な値として60m/minとした。本実験では,加工物の仕上がり外径寸法が全てφ45mmとしているので,主軸回転速度は425rpm一定となる。
次に,切削温度を拘束条件とした場合の適応制御加工を行った。目標切削温度の設定は,上限値を800℃,下限値を750℃とした。
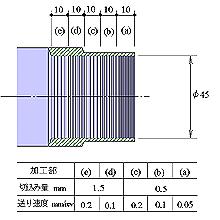 |
| 図7 切削加工条件 |
3.3 適応制御実験結果
図8に,切削速度を一定とした場合の切削温度を示す。図8から,切り込み量が同一条件の場合には,送り速度が増加するにつれて切削温度も上昇する傾向がみられる。前に述べたように,超硬合金工具(K10種)を用いてチタン合金を切削した場合,工具の耐摩耗臨界温度が約800℃であったので,図8から加工部(a),(b)では温度にまだ余裕があることになる。そのため,加工能率はさらに高めることができる。一方,加工部(c),(d)においては,切削温度が約800℃になっており,この場合は適切な加工条件で切削を行ったといえる。さらに,加工部(e)では切削温度が900~950℃と昇温しているので,工具の摩耗は急速に増大していることが予想される。
図9に,適応制御を行った場合の主軸回転速度と切削温度を示す。図9から,主軸回転速度が加工部(a)~(e)における切削条件に対応して変化している様子がわかる。制御系の応答速度の関係から,主軸の回転速度が減少するところにおいては,加工速度の減速が十分追従し得ず,瞬間的にではあるが切削温度の上昇がみられる。しかしながら,いずれの加工部においても,定常状態となったところでは,切削温度は設定した値(750~800℃)の範囲に入っているのがわかる。図9から,加工条件が変化する条件下で,切削温度を設定温度に保ちながら,切削工具に過負荷を与えず能率的に加工できることがわかる。さらに,加工部(a),(b)においては,加工時間が短縮されていることがわかる。本加工条件の下において,切削速度一定として加工を行った場合よりも,適応制御をして加工した場合の方が総加工時間で約3%短縮が可能となった。
本加工法の場合,同一加工物を加工する際には,主軸回転速度の履歴データをNCプログラムの主軸回転速度指令値として入力するだけで,最適な加工条件を設定・再現できる。本研究では,クーラントの高圧供給により同一加工条件の場合,約100~150℃程度の冷却効果が認められた。本適応制御加工に高圧クーラントの冷却効果を重畳すれば,より一層の生産性の向上が図られるものと期待される。
|
4.結言 超硬合金工具を用いてチタン合金を切削した場合の工具摩耗に及ぼす温度の影響を調べ,切削温度を拘束条件とした主軸回転速度の適応制御加工法について実験的検討を行った。その結果,以下の結論が得られた。 (1)超硬合金工具(K10種)を用いてチタン合金を切削した場合,切削温度が約800℃を越えると工具摩耗速度が急上昇する。 (2)熱電対法により,加工中の切削温度を測定し,切削温度を拘束条件とした主軸回転速度制御の適応制御加工システムを構築した。 (3)目標切削温度を750~800℃の範囲に設定した結果,自律的に切削速度の制御が行われ,常に切削温度が設定温度域内にとどまることが確認された。 (4)適応制御加工法により,工具の最適温度での切削加工が可能となり,従来の加工法に比べて,総加工時間では約3%の短縮が図れた。 謝辞 本研究は,平成8年度から10年度に渡る通産省技術開発研究費補助事業によって行われたものであることを記し,関係各位に謝意を表する。 参考文献 1)(社)チタニウム協会編:チタンの加工技術,日刊工業 新聞社,(1992) 2)N.Narutaki,A.Murakoshi:Study on Machining of Titanium Alloys,Annals of the CIRP,32,1,p65(1983) 3)佐田登志夫,塩田泰仁:旋削加工の適応制御,精密機械,46,7,p805(1980) 4)廣崎憲一,吉田博幸ら:高圧クーラントの利用による切削加工-被削材表面性状に及ぼす影響-,1995年度精密工学会春季大会学術講演会講演論文集,p853(1995) 5)藤村善雄:実用切削加工法,共立出版(株),(1980) 6)小野浩二ら:理論切削工学,現代工学社,(1979) 7)臼井英治:現代切削理論-コンピュータ解析と予測システム-,共立出版株式会社,(1990) 8)竹山秀彦,村田良治:工具摩耗の温度依存性,精密機械,27,1,p33(1961) |
|
|
|